
0.引言
乳饮料将果汁、谷物等与牛奶有机相结合, 借助牛奶中的蛋白营养成分及果汁、谷物等的芳香、色泽及其他矿物质营养, 满足了消费者对营养互补、风味及口感相互协调等的需求, 受到消费者广泛欢迎。乳饮料是以乳或发酵乳为原料, 加入水、白砂糖、小料 (甜味剂、酸味剂) 、香精、CMC、果汁、谷物、茶、咖啡、植物提取液等的一种或几种为调制而成的饮料。传统乳饮料配料时都需要把奶粉、白砂糖、小料 (甜味剂、酸味剂) 、香精、CMC、果汁等单独在一定条件下溶解, 然后通过泵等输送到调配罐中调配。存在以下缺点:
(1) 配料工艺复杂、配料人员多、配料时间长、
(2) 白砂糖、甜味剂、果汁等原料需较多的溶解罐。
(3) 原料溶解后需通过管道输送到配料罐, 增加管道输送产生的能耗以及污水排放。
本文通过试验, 对真空混料机配料工艺与传统配料罐配料工艺进行对比分析。
混料机内添加一定温度的热水, 并开启真空。然后通过真空的方式将奶白砂糖、甜味剂、酸味剂、果汁等自动依次定量地加入到混料容器内。原料依次在真空混料机内通过高速剪切与水进行混合, 最终混合成均匀的液体。混料机在饮料上的应用主要在碳酸饮料的混合、固体饮料的干混、液态饮料的混合等领域。
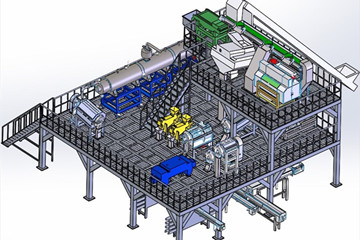
试验方案工艺简图如图1所示。
(1) 真空混料机:6000L, 1台, 搅拌功率75k W。
(2) 奶粉溶解系统:1套, 含化奶罐, 均质机等。
(3) 离心率检测仪:安徽中科中佳科学仪器有限公司、KDC-12低速离心机。
(4) 粒径分析仪:英国马尔文、mastersizer2000粒径分析仪。
对娃哈哈某乳饮料采用真空混料机进行调配试验, 试验的工艺生产流程如下:
(1) 配料前准备:
在真空混料机大粉仓中加入CMC、白砂糖等;
在真空混料机小粉仓中加入小料等;
化奶罐中提前加入水, 控制好水温, 并投入奶粉溶解后待用。
(2) 在真空混料机内加入一定水, 控制好水温, 打开真空度和搅拌。
(3) 真空吸入CMC、白砂糖等搅拌一定时间。
(4) 添加提前化好的奶液, 奶液经均质冷却后进入真空混料机, 控制好温度, 搅拌一定时间。
(5) 最后真空吸入香精, 最后定容到6000L, 搅拌一定时间后再去杀菌、灌装。
在试验过程中对混料机混料后的半成品以及灌装好的成品进行取样并做离心沉淀率、粒径尺寸、能耗数据分析, 并与传统配料方式进行对比。
真空混料机配料工艺由于在真空下配料, 真空状态下配料泡沫容易破, 因此真空混料机配料工艺的泡沫较少。如图2所示。
真空混料机配料工艺的定容后及成品离心沉淀率 (0.5%) 都要小于配料罐配料工艺 (1%) , 见表1。
真空混料机配料工艺的成品的粒径尺寸 (中径0.823μm) 要小于配料罐配料工艺 (中径1.945μm) , 如图3所示。
可减少白砂糖、甜味剂、酸味剂、果汁等溶解系统的操作人员, 预计每个配料间减少2~3人。
可减少白砂糖、小料 (甜味剂、酸味剂) 、香精、CMC、果汁等溶解系统。
传统配料工艺调配时间为:2.5~3小时, 现有工艺调配时间在1.5~2小时。调配时间大大缩短。
结论
经过2个多月的间断性试验, 采用真空混料系统对配料工艺进行了改进, 除提高产品质量外, 还可简化配料工艺、减少操作人员、缩短配料时间、减少设备投入、降低能耗、减少污水排放等, 在取得巨大经济收益的同时, 也取得了较大的社会效益。






{kind=link}
{kind=link}
{kind=link}