
牛奶被誉为最接近完善的食物,有“白色血液”之称,它是任何哺乳动物,包括人类与生俱来的生命营养物质。近年来伴随着冷链配置的不断完善,以及消费者健康营养意识的不断增强,巴氏奶成为消费的热点。巴氏杀菌乳的工艺过程包括离心净乳、标准化、均质、杀菌、冷却和灌装,是直接供给消费者饮用的商品乳。和常温奶相比,巴氏奶一般采用72~85℃、15s的恒温短时杀菌,可杀灭牛奶中绝大部分有害菌群,同时最大限度地保存了原料乳中的热敏性活性成分和纯正口感。奶牛饲养、季节、环境等诸多因素对原料奶的理化指标造成较大影响。为了获得质量稳定一致的产品,在乳品加工中常常需要通过一定的工艺过程来调整原料奶的理化指标,即对牛奶进行标准化。
膜技术具备选择性分离特点,可通过控制合适的浓缩比来调整牛奶中各组分的质量比例,从而达到牛奶标准化的目的。近年来在乳品加工中引进了反渗透(reverse osmosis,RO)膜技术。由于RO膜的特点是保留奶中溶质,仅让水通过膜,因而在低温下进行RO膜浓缩时,可最大限度提高牛奶的营养及热敏性活性物质含量。近年来随着膜系统技术的成熟,通过RO膜浓缩技术生产浓缩巴氏奶从而提高产品品质,成为乳制品生产企业的新兴生产技术。
我国食品安全国家标准《生乳》(GB 19301-2010)中规定生牛乳的酸度为12~18 T(荷斯坦牛)。《巴氏杀菌乳》(GB 12023-0910)中规定巴氏奶的酸度应符合12~18 T。因此酸度是乳品加工厂检验牛奶是否合格的必检指标。牛奶总酸度包括固有酸度和发酵酸度。固有酸度是指刚挤出的新鲜牛奶的酸度,主要来源于牛奶中的酪蛋白、白蛋白、磷酸盐、柠檬酸盐及二氧化碳等酸性物质。在采用RO膜浓缩的方式生产浓缩巴氏奶时,由于在处理过程中会造成牛奶中各个成分含量增加,因此可能造成酸度的改变。发酵酸度是指在牛奶贮存加工过程中由于微生物增长、乳糖分解等原因产生乳酸,从而使牛奶酸度发生的变化。总酸度中的3~4 T来源于蛋白质(主要为酪蛋白和白蛋白),2 T来源于CO2,磷酸盐和柠檬酸盐所提供的酸度占比最高(10~12 T)。如以乳酸表示,则牛奶中CO2占0.01~0.02%,酪蛋白占0.05~0.08%,柠檬酸盐占0.01%,白蛋白占0.01%,磷酸盐占其余部分。
近年来,奶牛生产中已形成规模化、合理化、科学化的饲养方式,技术人员对饲料原料、日粮配方、饲养管理等进行了多方面的持续改善,保持了原料奶酸度的稳定。而生产过程中众多环节会对牛奶的酸度造成影响。本文主要针对酸度的检测方法比对、RO膜浓缩巴氏奶生产及贮存过程中的酸度变化情况进行分析,从而提出RO膜浓缩巴氏奶生产管理各环节的酸度控制措施,给乳制品生产企业提供技术参考。
原料奶。
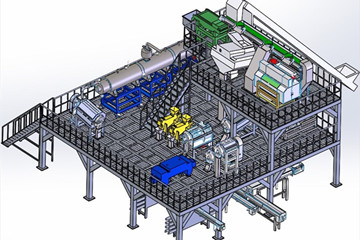
巴氏奶生产线,含收奶冷却系统、原料奶贮存罐、净乳分离机、RO膜浓缩系统、浓缩奶贮存罐、打奶定量系统、定量罐、巴氏杀菌系统、脱气罐、均质机、待装罐、灌装机等生产设备。
原料奶→冷却→净乳→贮存(2~6℃)→RO浓缩→定量→升温(65~70℃)→脱气(-0.7~-0.8bar)→均质(200bar)→杀菌(75℃,15s)→冷却(2~6℃)→待装→灌装→冷藏(2~6℃)→出厂运输(2~6℃)。
为检验不同检测方法对酸度结果的影响,采用《食品酸度的测定》(GB 2023-099-2016)中的第一法和第三法进行对比检验。
采用《食品中蛋白质的测定》(GB 5009.5-2016)中凯氏定氮法进行蛋白质检测。
采用《食品微生物学检验菌落总数测定》(GB4789.2-2016)方法进行菌落总数检测。
通过对贮存时长0h、2h、4h、6h、8h的10批次原料奶进行酸度检测,结合原料奶到厂时的菌落总数,分析酸度变化趋势以及酸度变化与菌落总数的关系。
通过检测10批次牛奶浓缩前后的蛋白质含量和酸度,比较浓缩前后的酸度比和蛋白质含量比,分析浓缩过程对酸度的影响。
采用温度65~70℃、压力-0.7~-0.8bar的条件进行脱气,检测10批次牛奶脱气前后的酸度,分析脱气过程对酸度的影响。
冷藏条件对酸度的影响:采用2~6℃条件冷藏,分别对贮存0d、8d、10d、14d的10批次浓缩巴氏杀菌样品进行酸度检测,比较贮存期间的酸度变化情况。
模拟流通环节温度变化对酸度的影响:通过模拟流通环节的温度变化,将10批次浓缩巴氏杀菌样品贮存于2~6℃冰箱,在贮存的第1~5天,每天拿出样品于室温约25℃下放置2h后放回冰箱,分别对同批次样品在贮存第0天、第8天、第10天、第14天进行酸度检测,比较贮存期间的酸度变化情况。
模拟卖场条件对酸度的影响:通过模拟卖场的贮存条件,对10批次浓缩巴氏奶样品进行10~14℃贮存,分别对同批次样品在贮存第0天、第8天、第10天、第14天进行酸度检测,比较贮存期间的酸度变化情况。
采用Microsoft Excel工作表进行数据统计,采用SPSS 26.0进行数据分析。
采用GB 2023-099-2016中的第一法、第三法进行同一浓缩巴氏杀菌样品的酸度检测,共检测10批次,结果如表1所示。
由表1可知,采用GB2023-099-2016中的第一法与第三法进行同一样品的酸度检测时,第三法的检测值较第一法低约1 T,同时第三法的标准偏差小于第一法。
第一法以酚酞为指示剂进行滴定分析总酸度,要通过滴定后的颜色与参比溶液的对照来进行判定,容易存在主观性人为误差,因此标准偏差稍高。在测试过程中发现,参比液颜色较深,影响根据颜色变化对滴定终点的判定,在滴定终点时,p H值大于8.30。第三法为电位滴定仪法,以滴定至p H8.30为终点,设备灵敏度高,减少了人为因素的影响,重复检测时结果稳定。结合准确性及操作便利性考虑,后续酸度检测均采用第三法。
原料奶的微生物指标会对贮存过程中酸度的变化造成显著影响。原料奶初始菌落数越高,在贮存过程中微生物的繁殖速率越快,引起酸度的变化越明显。本研究测定了原料奶进罐0h时的菌落总数,检测了原料奶在贮存罐内不同贮存时间的酸度值。
由于各批次原料奶微生物组成不同,故其与酸度增长值的相关性受到影响,但总体而言,菌落总数与酸度变化成正比。分析原料奶在不同贮存时间的酸度及其与贮存0h菌落总数的关系如表2所示,原料奶贮存0h菌落总数与贮存8h酸度增长值的关系如图1所示。随着原料奶贮存时间的延长,牛奶酸度发生变化。贮存8h的酸度变化为0.2~0.6 T,贮存0h、2h、4h、6h、8h的酸度与贮存0h的原料奶菌落总数显著相关(Pearson相关系数为0.886~0.931)。这表明了微生物在牛奶中繁殖或发酵,分解乳糖产生乳酸,从而引起酸度升高。此外微生物指标高的原料奶中脂肪酶活力也较高,脂肪酶活力较高的原料奶中的乳脂肪会被持续分解,产生大量的游离脂肪酸,导致其酸度增加和气味异常。由于微生物的检测时间较长,无法预期原奶的贮存过程对产品的质量危害程度,生产过程应严控原料奶的贮存时间。《优质巴氏杀菌乳加工工艺技术规范》中要求奶仓暂存温度应控制在6℃以下,暂存时间宜控制在8h以内。
RO膜技术能在最大限度保留活性物质条件下实现牛奶的浓缩,浓缩过程实现牛奶浓度的变化,可能会造成酸度的增长。本研究分析了牛奶RO膜浓缩过程蛋白质含量及酸度变化情况,结果如表3、图2所示。
由表3、图2可见,牛奶在RO膜浓缩过程中,随着蛋白质含量的提高,酸度也相应增长,酸度浓缩比与蛋白质浓缩比相近,其中蛋白质浓缩比为1.17±0.02,酸度浓缩比为1.16±0.02。RO膜浓缩工艺本身为物理变化,并不会引起酸度的增长,但是由于浓缩过程只脱去水分,造成牛奶中酸性物质占比提高,从而导致在RO膜浓缩过程中酸度呈比例增长。由于GB12023-0910中要求巴氏杀菌乳的酸度必须满足12~18 T,所以在生产RO膜浓缩巴氏奶时应严格控制浓缩比。
CO2是构成牛奶酸度的因素之一,经过真空处理的脱气过程会使牛奶中的部分CO2损失,从而使酸度下降。本研究分析了牛奶脱气前后的酸度变化,结果如表4所示。
刚挤出牛乳中CO2含量大约为200mg/L,经过储存、加热、搅拌及真空处理等过程后,会损失部分CO2,引起滴定酸度下降约0.02%。由表4可见,牛奶通过65~70℃、-0.7~-0.8bar的脱气工艺,酸度下降0.4±0.11 T。因此,为了控制浓缩后产品的酸度,浓缩巴氏奶的生产过程增加脱气工艺是较好的处理方式。
75℃、15s并不能杀灭牛奶中的所有微生物,10批试验样品的菌落总数为263±55CFU/m L,因此需要贮存于2~6℃环境,以充分减弱微生物的代谢活动,保持样品酸度及品质的稳定。而在实际的流通环节中,产品可能存在工厂仓库装车、一级仓库缷货装车、二级仓库缷货装车、终端卖场缷货上货及消费者购买过程等环节的脱冷。与此同时,在对终端卖场的温度监测过程发现,部分卖场终端货柜的实际温度范围在10~14℃。
RO膜浓缩巴氏奶样品由于具有营养成分被浓缩强化的特点,其在不同的贮存条件下可能存在不同的酸度变化表现。本研究测试分析了10批浓缩巴氏杀菌奶样品在三种不同贮存条件下14d内的酸度变化情况,结果如表5所示。
由表5可见,在2~6℃的冷藏环境中,微生物生长活动显著减弱,14d内样品酸度无明显增长。这表明维持样品在2~6℃的低温贮存条件能够控制酸度稳定。
模拟流通环节的温度变化,对样品进行在2~6℃冷藏条件下增加5d总共10h的冷热冲击,以模拟产品流通过程存在的5个脱冷环节时,发现14d内样品酸度有少许增长,酸度的增长值为0.26±0.05 T,明显高于冷藏条件下的酸度变化。这说明温度变化会使得牛奶中微生物的繁殖代谢活动加强。在此条件处理下的RO浓缩巴氏奶前8d酸度增长0.12±0.09 T,14d酸度增长为0.26±0.05 T,说明在停止冷热冲击后,酸度仍继续增长。
在模拟部分卖场条件,对R O浓缩巴氏奶样品进行10~14℃贮存时,10批次产品在8d时酸度增长0.27±0.05 T,10d时酸度增长0.37±0.07 T,14d时酸度增长0.63±0.12 T,增幅高于在2~6℃冷藏条件下增加5d冷热冲击的产品。推测在温度升高的情况下,牛奶中的微生物持续缓慢代谢产酸。
根据以上研究结果,为了保证浓缩巴氏奶样品在整个货架期内酸度满足GB12023-0910的要求,保障产品品质,乳制品企业在加工过程中要严格遵守操作规范,通过控制原料奶的微生物含量及新鲜度和适当的浓缩比例,控制产品出厂时的酸度和微生物含量,并严格控制产品出厂时及出厂后各段装缷货的时间,控制各段时间的温度变化。目前国内部分乳制品生产企业在冷库与货车之间设置低温装车区,将该区域温度控制在12℃以内。此外,卖场应严格控制产品的贮存温度在2~6℃,以降低产品在不适宜环境造成的酸度变化。
浓缩巴氏奶是非灭菌的高营养产品,产品中的微生物容易在适宜的环境下快速繁殖,严重影响产品品质。结合2~6℃冷藏条件下产品的酸度变化情况,可认为微生物在低温下则处于休眠状态,代谢活动极弱。因此,要控制产品的酸度及品质,应加强生产、流通、消费全过程的冷链管理。
本文进行了国标酸度检测方法对比,生产过程中原料奶不同贮存时间、浓缩、脱气对酸度的影响测试,浓缩巴氏杀菌样品在不同贮存条件下的酸度变化测试。研究结果表明,电位滴定法相比于酚酞指示剂法,具有更好的准确性及操作便利性,更适用于浓缩巴氏杀菌样品的酸度检测;原料奶的贮存时间延长,会导致酸度增长,且酸度的增长速度与微生物含量及贮存时间显著相关;RO膜浓缩过程会导致酸度增长,且酸度浓缩比与蛋白质含量浓缩比相近;脱气能够使牛奶的酸度下降;而浓缩巴氏杀菌样品的酸度变化与贮存条件紧密相关,2~6℃的低温贮存条件能够有效控制产品酸度,而贮存温度升高则会引起产品酸度的增长。
通过以上测试过程分析,结合浓缩巴氏奶本身高营养、非灭菌的特点,为了控制产品酸度,乳制品企业在生产RO膜浓缩型巴氏奶时,在生产管理环节可从以下几个方面进行控制:控制原料奶的微生物指标;加强原料奶的新鲜度管理,尤其是进入巴氏杀菌前的时间越短越好;控制加工过程的浓缩比;增加脱气工艺以降低产品酸度。
根据浓缩巴氏奶产品不同贮存条件下的酸度表现,可通过设置低温装货区,减少产品装缷时间,管理卖场货柜温度,指导消费者在消费过程进行产品的温度控制等方式,缩短产品在出厂、流通、消费环节温度偏离2~6℃的时间,以控制产品在货架期内的酸度变化。









{kind=link}
{kind=link}